metals & materials processing faqs-尊龙凯时平台入口
can the increased temperature variability in my annealing furnace be causing the ductility variations in my product?
it depends on the amount and location of the variability. variability in the critical annealing parameters—temperature, dew point and atmosphere compositions—can have a dramatic impact on product quality. to help find the source of the variability, record the critical process parameters during production—larger than normal deviations in temperature can affect grain growth, hardness and ductility. then you can correlate poor quality runs to data trends and identify what may be causing the change in properties.
installing a process control system to monitor and control these variables can help you reduce variability. a small investment in control technology can provide a large return in reduced production costs and improved quality. our commercial engineers and extensive experience in process controls can help you improve your process consistency and save money.
how can i increase production flexibility and ensure the quality of my annealed components?
how can i reduce my costs for al-annealing without reducing my quality?
what causes discoloration and oxidation of stainless steels in brazing, sintering or annealing processes?
what causes stainless steel to turn green in a continuous belt furnace?
what is dezincification and how does it apply to thermal processing of brass?
what’s the best approach to select the hydrogen concentration for our nitrogen-hydrogen atmosphere for bright annealing of steels?
is my gas purity adequate for my process?
industrial gases (such as nitrogen, hydrogen, and argon) for furnace atmospheres are characterized by their very high purity (>99.995%). typical impurity levels are much less than 10 parts per million by volume (ppmv) oxygen and less than 3 ppmv moisture (<– 90° f dew point). this purity is typically adequate for many processes involving a wide array of materials. some materials, though, due to their high reactivity, may require additional purification to reach even lower levels of impurity, especially with gases supplied via bulk or tube trailer supply modes. some facilities install in-line purifiers as an added precaution against impurities picked up from the houseline. in-line purification typically involves the removal of oxygen and moisture. sometimes with argon supply, it is necessary to remove trace nitrogen impurities. the choice of purifier is dependent on the gas and the type and amount of impurities to be removed.
i know my flowmeter tells me that i have a certain gas flow rate, but how can i be sure?
i use high-pressure gas cylinders and am concerned about safety. is there a better way?
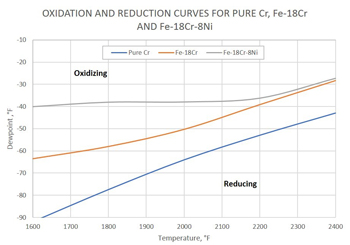
how can i prevent copper filler metal from spreading away from the brazed joints in my steel parts?
in furnace brazing, this tendency for the melted copper filler to flash and spread is generally caused by one of four factors:
- your brazing zone temperature is set too high. copper melts at 1984ºf. for carbon steel brazing, the brazing zone should be set at 2050 ±10ºf.
- the reducing power of your atmosphere is too high, caused by too low a dew point or too high a concentration of hydrogen in the brazing zone. for carbon steels in a muffle type furnace, dew points should range from -10ºf to 10ºf, with 5% hydrogen.
- the joint gap is too wide, producing lower capillary forces for the melted copper to flow into the joint; this causes the copper to flow away from the joint.
- the part is in the "hot zone" of your furnace for too long.
is a drier furnace atmosphere always a better furnace atmosphere?
what is dezincification and how does it apply to thermal processing of brass?
what causes discoloration and oxidation of stainless steels in brazing, sintering or annealing processes?
what are the recommended procedures to safely introduce a flammable atmosphere into a continuous belt furnace?
what nitrogen purity do i need for my heat treatment process?

can i determine if the oxidation in the cooling section of my continuous furnace is caused by air ingress or a water leak?
i’m experiencing intermittent oxidation in my furnace. could leaks in the nitrogen houseline be the problem?
how can i achieve a more homogeneous surface hardness in controlled-atmosphere carburizing?
in atmosphere carburized parts, especially bulk loads, variations in surface hardness might appear. this is a common issue caused by insufficient atmosphere circulation inside the furnace chamber and through the load. at air products, our atmosphere flow modelling capabilities enable us to simulate and understand these technical barriers. our technical experts can work with you to find the best way to modify the load set-up, thus improving the carburizing results.

how do i calculate the amount of methanol i'll need for my carburizing atmosphere?
my ceramic carrier tiles are deteriorating faster than expected. could my atmosphere be affecting it?
i have measured the oxygen level in my continuous furnace, and it's low, but my parts still come out oxidized. why?
can i determine where the oxidation on my heat treated parts is coming from within my furnace?
how can i provide customer documentation proving my heat treat process was controlled while treating their products?
quality programs that require information about how you process a part for your customers are becoming more common. understanding what variables you control and what effect they have on your parts is an important step in starting this effort. variables such as temperature, time, atmosphere flow rates and composition, and utility consumption are good places to start tracking.
a monitoring system makes this task easier day to day and increases the accuracy of recorded data. air products' atmosphere controls and process intelligence automates data monitoring and collection and provides additional benefits such as remote monitoring of your process, alarming to indicate problems, and custom report generation for customer documentation. our engineers help you determine what variables are important for you to monitor and then customize a system that fits both your specifications and those of your customers.
benefits such as reduced scrap, elimination of manual data collection, faster problem troubleshooting, and increased product quality can enhance your customer relationship and help your bottom line.
can we conserve energy and increase savings by converting to a synthetic nitrogen/hydrogen atmosphere?
in one word—yes. you can lower costs and reduce waste by converting from a generated atmosphere such as endothermic or dissociated ammonia to a synthetic nitrogen/hydrogen atmosphere.
here’s how:
- using and paying for the atmosphere only when your furnace is in production, rather than paying for fixed output volumes with generators—even if you use less than the set volume.
- reducing the hydrogen concentration to a range of 2%–10% while maintaining the high reducing potential that results from the very low dew point of nitrogen.
- zoning the atmosphere by adding only the required gas blend and volume independently in the different zones of the furnace.
how can i benefit from a nitrogen-based system if i’m already getting good parts at a reasonably low cost?
can nitrogen reduce costs and improve operations in my dissociated ammonia (da) atmosphere?
how can we minimize infiltration of oxygen into open-ended continuous furnaces?
what causes discoloration and oxidation of stainless steels in brazing, sintering or annealing processes?
i have measured the oxygen level in my continuous furnace, and it's low, but my parts still come out oxidized. why?
i know my flowmeter tells me that i have a certain gas flow rate, but how can i be sure?
flowmeters must be sized properly for each particular application, type of gas, gas pressure, and operating range. first, make sure that your flowmeter is calibrated for the specific gravity of the gas that you are metering. check the label or the glass tube of the flowmeter or call the manufacturer to be sure. second, operate the flowmeter only at the pressure for which it was calibrated. as an example, a variable-area flowmeter calibrated for 80 psi and reading 1000 scfh will really only be delivering 760 scfh if it is operated at 40 psi. this is a 24% error! third, for best accuracy and to allow room for adjustment, size the flowmeter so that your normal flow rate falls within 30%–70% of full scale. these three steps will help ensure that you have good control over your gas flows and, ultimately, your process.
i use high-pressure gas cylinders and am concerned about safety. is there a better way?
i know my flowmeter tells me that i have a certain gas flow rate, but how can i be sure?
flowmeters must be sized properly for each particular application, type of gas, gas pressure, and operating range. first, make sure that your flowmeter is calibrated for the specific gravity of the gas that you are metering. check the label or the glass tube of the flowmeter or call the manufacturer to be sure. second, operate the flowmeter only at the pressure for which it was calibrated. as an example, a variable-area flowmeter calibrated for 80 psi and reading 1000 scfh will really only be delivering 760 scfh if it is operated at 40 psi. this is a 24% error! third, for best accuracy and to allow room for adjustment, size the flowmeter so that your normal flow rate falls within 30%–70% of full scale. these three steps will help ensure that you have good control over your gas flows and, ultimately, your process.
is my gas purity adequate for my process?
my nitrogen-hydrogen flow control panel seems to be working properly, but is there anything i should be checking?
can i determine if the oxidation in the cooling section of my continuous furnace is caused by air ingress or a water leak?
a simple copper/ steel test can differentiate oxidation by air (o₂) or water (h₂o). the test is performed by sending a piece of clean bright copper strip alongside a piece of clean carbon steel strip through the continuous furnace and observing the oxidation on each test coupon. take care to keep the furnace temperature below 1981˚f, the melting point of copper. the steel strip will discolor or oxidize if the atmosphere has an air or water leak; however, the copper strip will only oxidize if an air leak is present. you can use this test for nitrogen-based or generated type atmospheres like endothermic or dissociated ammonia. and it can be done without oxygen or dew point analyzers.
can i determine where the oxidation on my heat treated parts is coming from within my furnace?
can we conserve energy and increase savings by converting to a synthetic nitrogen/hydrogen atmosphere?
how can i benefit from a nitrogen-based system if i’m already getting good parts at a reasonably low cost?
how can we minimize infiltration of oxygen into open-ended continuous furnaces?
i have measured the oxygen level in my continuous furnace, and it's low, but my parts still come out oxidized. why?
i’m experiencing intermittent oxidation in my furnace. could leaks in the nitrogen houseline be the problem?
what causes discoloration and oxidation of stainless steels in brazing, sintering or annealing processes?
can nitrogen reduce costs and improve operations in my dissociated ammonia (da) atmosphere?
how can i address a cooling issue within my process?
what nitrogen purity do i need for my heat treatment process?
my nitrogen-hydrogen flow control panel seems to be working properly, but is there anything i should be checking?
there are many aspects of a flow control or blend panel that require periodic maintenance for proper functionality—especially those related to its safe operation. you should check the operation of the solenoids to help verify that the combustible gas flow is automatically turning off and the inert gas purge is automatically turning on as intended. they should be tested in accordance with recommended maintenance frequency—typically every six months. plus, you should rebuild the solenoids as needed. it’s also important to check the purge timer setpoint to help confirm that it can adequately purge the furnace. and you should verify and document the low-flow alarm setpoints on the inert gas purge and process flows. these are just some of the items that should be reviewed on a regular basis.
i know my flowmeter tells me that i have a certain gas flow rate, but how can i be sure?
i use high-pressure gas cylinders and am concerned about safety. is there a better way?
is my gas purity adequate for my process?
nitrogen - when does on-site nitrogen generation make sense versus liquid nitrogen delivery?
is it true that nfpa 86c has changed?
can nitrogen reduce costs and improve operations in my dissociated ammonia (da) atmosphere?
how can i address a cooling issue within my process?
what nitrogen purity do i need for my heat treatment process?
is it true that nfpa 86c has changed?
yes, it's true. in fact, nfpa 86c no longer exists. the requirements for "industrial furnaces using a special processing atmosphere," formally defined nfpa 86c have been incorporated into nfpa 86 as of the 2003 version. now, nfpa 86 (2019 version available as of this writing) addresses the safety requirements for many types of industrial furnaces, including those typically used for atmospheric and vacuum heat treating (referred to as class c and d). the previous contents of nfpa 86c are now primarily found in chapter 13 of nfpa 86.
many operators of such furnaces use nitrogen gas as both a purge gas and as a component of the process atmosphere. nitrogen gas is supplied to the process from on-site storage tanks using ambient air to provide the heat to vaporize the liquid nitrogen. this supply mode economically provides very high purity gas at flexible flow rates and does not require any external utilities that may fail in an emergency.
nfpa 86 requires that users of these furnaces include a low temperature alarm panel to indicate an overdraw condition on the ambient air vaporizers used for emergency purging. it additionally requires that tanks containing purge media, such as liquid nitrogen storage tanks be provided with low-level audible and visual alarms to ensure adequate purge volume to provide time for an orderly furnace shut-down. air products' nitrogen supply monitoring system is designed to help you comply with these requirements.
users of furnaces with special processing and flammable atmospheres should fully understand the requirements and recommendations of nfpa 86 and determine how the changes from the old nfpa 86c may affect their furnace operations.
i know my flowmeter tells me that i have a certain gas flow rate, but how can i be sure?
flowmeters must be sized properly for each particular application, type of gas, gas pressure, and operating range. first, make sure that your flowmeter is calibrated for the specific gravity of the gas that you are metering. check the label or the glass tube of the flowmeter or call the manufacturer to be sure. second, operate the flowmeter only at the pressure for which it was calibrated. as an example, a variable-area flowmeter calibrated for 80 psi and reading 1000 scfh will really only be delivering 760 scfh if it is operated at 40 psi. this is a 24% error! third, for best accuracy and to allow room for adjustment, size the flowmeter so that your normal flow rate falls within 30%–70% of full scale. these three steps will help ensure that you have good control over your gas flows and, ultimately, your process.
i use high-pressure gas cylinders and am concerned about safety. is there a better way?
for our vacuum furnace, how can we get adequate gas pressure to quench at pressures up to 20 bar?
there are a number of ways to address the challenge of high pressure gas quench in vacuum furnaces – and a variety of factors to consider in order to achieve the most economical high pressure gas supply solution.
first, you need to know the furnace gas volume required for backfilling. then, the corresponding surge tank must be properly sized, which requires a balance between the maximum tank operating pressure and its internal volume. this surge tank pressure is one of the key factors that influences the type of gas supply system that is best suited to your operation. another factor to think about is the estimated monthly volume of gas you’ll use, which is dependent on the number of times all of the furnaces will require a backfill.
next, is a consideration of the cryogenic gas supply options. cryogenic systems using high pressure liquid tanks generally result in the least amount of vented gas but are capital intensive and are somewhat limited in pressure due to the critical point of the cryogen (i.e. liquid nitrogen is 473 psig, approximately 32 bar). high pressure liquid tanks generally are standardized at 400 and 600 psig. switching batch-type high pressure systems utilize less costly standard pressure liquid supply tanks (250 psig), but can have high vent losses as the batch vessels vent down each time. these systems are also typically limited to about 450 psig (31 bar). high pressure liquid pumping systems also use standard pressure liquid tanks, with a cryogenic pump filling high pressure cylinder banks or hydril tubes. these systems have a much higher pressure range (up to as much as 2,300 psig) and if properly specified, have relatively low vent losses, however they often have the highest overall capital cost. additional factors to consider as part of a complete evaluation include the maintenance costs for each type of system, along with the unit price for the gas.
air products applications engineers can work with you to thoroughly understand your parameters. then, they can help you evaluate the benefits and considerations of each type of supply, in order to deliver a system optimized to your operation.
what are some considerations to properly select a vacuum furnace surge tank?
i’m experiencing intermittent oxidation in my furnace. could leaks in the nitrogen houseline be the problem?
how can i avoid decarburization in my sintering process?
high dew points in endothermic generated sintering atmospheres are a common reason for decarburization. this problem can be overcome by using a controlled nitrogen-diluted endothermic atmosphere or, better still, a controlled nitrogen-hydrogen atmosphere.
nitrogen-based atmospheres have been used for sintering carbon steel components for a number of years. these atmospheres are produced and supplied by using an endothermic generator or by blending pure nitrogen with hydrogen. the use of nitrogen-hydrogen atmospheres has been shown to produce parts with consistent quality and properties. however, there are still a number of powder metal parts manufacturers who, anticipating high hydrogen costs, continue to utilize endothermically generated atmospheres for sintering carbon steel components. to help these parts manufacturers increase product quality and consistency without substantially increasing overall atmosphere cost, air products initiated a comprehensive experimental program to study sintering of carbon steel components in endothermic and nitrogen-diluted endothermic atmospheres under similar operating conditions in production furnaces.
how can i extend the life of stainless steel belts used in our continuous sintering furnaces?
how can i maintain consistent properties among my sintered powder metal parts?
how can i reduce the cost of my sintering process without compromising quality or reliability?
my sintered parts have a frosty, dull, matte finish. what causes this and how can i prevent it?
my sintered powder metal parts come out of the furnace sooty. how do i prevent sooty parts?
what are the recommended procedures to safely introduce a flammable atmosphere into a continuous belt furnace?
what nitrogen purity do i need for my heat treatment process?
can i determine if the oxidation in the cooling section of my continuous furnace is caused by air ingress or a water leak?
i have measured the oxygen level in my continuous furnace, and it's low, but my parts still come out oxidized. why?
i’m experiencing intermittent oxidation in my furnace. could leaks in the nitrogen houseline be the problem?
could gas purity be the reason for the variability in my thermal spray coating density, hardness and adhesion?
gas purity, pressure and flow rate fluctuations can all cause inconsistent coatings. when troubleshooting plasma spray and hvof applications, it’s important to look for things like properly sized valves, regulators and stainless steel lines from gas source to spray gun, plus bulk gas supply utilization, which provides higher purity and flow consistency than cylinders. potential trouble spots include inferior rubber gaskets and diaphragms, greasy o-rings, acrylic flowmeters and many quick disconnects. also, leaks from loose fittings and connections can entrain ambient air, resulting in gas impurities and a safety hazard.
air products can help troubleshoot your purity, pressure and flowrate challenges through a diagnostic audit that includes a gas analysis and piping design review.